
在五金小件加工生產中,工序間防銹是銜接沖壓、裝配的關鍵環節,尤其是65mn錳鋼這類薄款沖壓件,防銹處理的好壞不僅影響倉儲流轉,更直接關系到后續鉚接、釬焊、激光焊接的工藝良率。但不少車間仍在采用汽油 + 防銹油混合浸泡的傳統工藝,看似操作簡單,實則暗藏安全隱患、效率瓶頸和工藝銜接問題。

近期我們對接了五金小件加工企業的防銹油替代需求,針對65mn錳鋼 1mm 沖壓小件的工序間防銹痛點,敲定了專業的防銹油替代方案,既解決了汽油工藝的各類弊端,又能完全匹配生產節拍和裝配要求,今天就把這套工藝優化思路和解決方案分享給各位五金加工同行,干貨滿滿,建議收藏!


一、車間老工藝的 “三大硬傷”,個個都是生產痛點
本次對接的工件為65mn錳鋼沖壓小件,厚度約 1mm,屬于輕薄型五金件,前序完整加工流程為:帶鋼沖壓→回火發藍→涂油防銹,后續需直接進行鉚接、釬焊、激光焊接裝配,廠內每日均需處理 1 批及以上該類工件,操作頻次高。
車間此前采用的是汽油與防銹油按 1:2/1:3 比例混合的涂油工藝,完整操作步驟為:配油攪拌→工件浸泡≥10 分鐘→3000rpm 離心甩油→通風干燥 15 分鐘→檢查包裝,這套工藝在實際生產中暴露出三個無法忽視的硬傷,也是很多五金加工車間的共性問題:

· 安全風險高,屬于車間 “隱形炸彈”
汽油是高揮發性、易燃危險品,而車間每日重復配油、浸泡、甩油操作,汽油揮發物在車間內累積,哪怕是微小的明火都可能引發燃爆,給車間安全生產帶來極大隱患。
· 生產效率低,拖慢整體節拍
汽油的自然揮發速度有限,即便經過離心甩油,仍需靜置通風 15 分鐘,這個干燥環節無法壓縮,對于高節拍的五金小件生產線來說,相當于憑空增加了等待時間,批次越多,效率影響越明顯。
· 工藝銜接差,直接導致釬焊、激光焊接 / 鉚接不良
這是最讓車間技術人員頭疼的問題:即便完成甩油和干燥,65mn錳鋼小件表面仍會殘留輕微油膜,而油膜是釬焊、激光焊接、鉚接的 “天敵”—— 不僅會導致釬焊、激光焊接虛焊、鉚接貼合不緊密,還是這類工序不良的隱形誘因,后續返工反而增加生產成本。
二、找對方向才高效!65mn錳鋼小件的防銹核心需求


想要做好防銹工藝優化,首先要明確工件的實際防銹需求,避免盲目選品,這款65mn錳鋼沖壓小件的防銹需求其實是五金工序間防銹的典型代表,核心就四點,精準匹配才不會走彎路:
1. 防銹周期短:僅為廠內工序間臨時防銹,非出口長途倉儲,防銹時長滿足 1 天的內部流轉即可;
2. 表面要求嚴苛:處理后工件需直接釬焊、激光焊接 / 鉚接,表面無明顯油漬、近乎無油膜是硬性要求,且最好免額外擦拭,簡化工人操作;
3. 包裝流轉簡單:僅需裝入防銹袋密封即可,無特殊倉儲和運輸要求,適配車間現有包裝方式;
4. 適配生產節拍:每日多批次、大處理量,替代工藝需操作簡單、干燥速度快,能無縫銜接現有生產線,不增加額外工序。
三、兩款專業防銹油替代方案!優先了解這款 “零油膜”
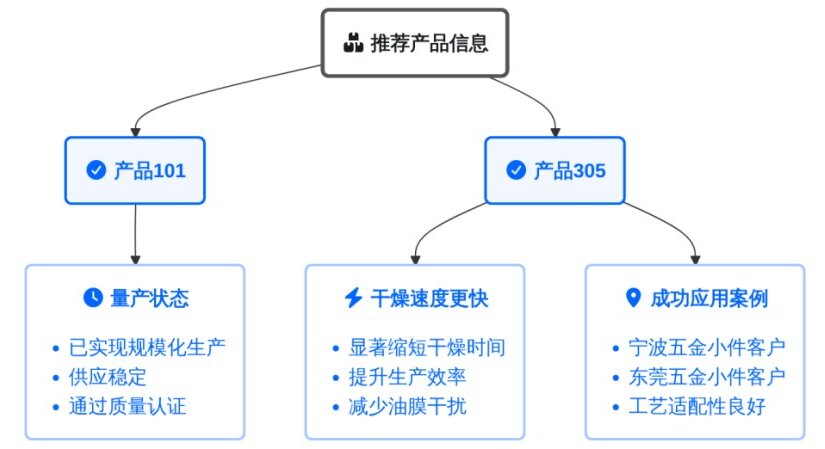


針對上述需求,我們為企業介紹了兩款已量產、供應穩定、通過質量認證的專業工序間防銹油(101 型、305 型),兩款產品均適配五金小件防銹,且在寧波、東莞等五金加工產業帶已有大量同類65mn錳鋼 / 沖壓小件的成功應用案例,徹底摒棄汽油,從根源解決老工藝的痛點。
先來看兩款產品的共性核心優勢:
? 無汽油添加,從源頭消除燃爆風險,提升車間本質安全;
? 干燥速度遠優于汽油混合油,大幅縮短干燥等待時間,無懈可擊匹配生產線節拍;
? 油膜殘留量顯著降低,滿足釬焊、激光焊接 / 鉚接的表面無油要求,保障裝配良率;
? 使用流程簡單,浸泡后無需額外擦拭,工人易操作,不增加生產負擔;
? 短期防銹性能穩定,完全滿足廠內 1 天的工序間流轉需求。
而兩款產品的差異化特點,能適配不同的工藝要求,企業可根據自身需求選擇:
· 101 型防銹油:通用型高性價比之選
屬于通用型工序間防銹油,兼容性強,適配各類五金小件的基礎防銹需求,油膜殘留量能滿足常規裝配要求,適合對表面油膜要求相對寬松、追求高性價比的車間。
· 305 型防銹油:高精度裝配 “專屬款”【優先安利】
專為釬焊、激光焊接、鉚接等高精度裝配場景設計,是本次65mn錳鋼小件的優選方案!核心優勢是干燥速度比 101 型更快,工件表面近乎零油膜殘留,匹配釬焊、激光焊接 / 鉚接的嚴苛表面要求,且工藝適配性更強,是目前五金輕薄件高精度裝配前防銹的上乘選擇之一。
四、工藝升級的三大核心價值,不止是 “換一款防銹油”
很多企業覺得防銹工藝優化只是 “換個產品”,但實際上,這次從汽油混合油到專業防銹油的替換,是對車間安全、效率、品質的系統性升級,帶來的價值體現在生產全流程:
1. 安全生產升級:消除汽油燃爆風險
告別汽油后,車間不再有高揮發性易燃物累積,從工藝層面杜絕了一類安全事故,讓工人操作更安心,車間安全管理更輕松。
2. 生產效率升級:匹配高節拍,減少無效等待
專業防銹油的快速干燥特性,省去了 15 分鐘的通風靜置時間,批次處理效率大幅提升,尤其適合每日多批次生產的五金小件車間。
3. 產品品質升級:從根源解決釬焊、激光焊接 / 鉚接不良
零油膜 / 低油膜的表面處理效果,完全解決了油膜導致的裝配不良問題,釬焊、激光焊接、鉚接良率顯著提升,減少后續返工成本,提升整體產品品質。
五、落地三步走!輕松完成工藝替換
本次防銹工藝優化的落地流程簡單清晰,無需對車間現有設備、產線做大幅改造,僅需三步即可完成替換,企業可直接參考:
第一步:供應商對接,獲取樣品 + 技術資料
已通過官網對接專業防銹油供應商,對接人為柯經理,后續將通過微信完成產品詳細技術資料發送,并寄送 101 型、305 型防銹油樣品至車間。
第二步:樣品實測,精準匹配工藝
車間對兩款樣品進行實測試驗,重點檢測干燥速度、表面油膜殘留、防銹效果三大核心指標,同時核算產品使用成本,用實測結果敲定最終替代產品(優先驗證 305 型)。
第三步:全面替換,落地新工藝
樣品測試達標后,直接用選定的專業防銹油替換汽油混合油,沿用車間現有浸泡、甩油設備,無需額外新增設備,工人快速上手,無縫銜接生產。
寫在最后
五金小件的加工生產,勝在 “精” 和 “快”,而工序間的每一個細節工藝,都是決定效率和品質的關鍵。傳統的汽油混合防銹油工藝,早已無法適配現代五金加工的安全、高效、高品質要求,而精準匹配工件特性的專業防銹產品 + 簡化的操作流程,才是工藝優化的核心思路。
本次65mn錳鋼沖壓小件的防銹工藝升級,不僅為合作企業解決了實際生產痛點,也為廣大五金加工同行提供了一套可復制的工序間防銹優化方案 —— 告別老舊工藝,選對專業產品,才能讓生產更安全、更高效、更省心!
如果你的車間也面臨五金件防銹的各類問題,歡迎一起交流探討,定制專屬的防銹工藝解決方案~
Copyright ?天津維賽科技發展有限公司 版權所有 津ICP備19011750號-1 天津維賽科技發展有限公司 維賽防銹技術(武漢)有限公司
全國服務電話:400-168-3278 傳真:022-68609076技術咨詢:13902017015(微信同號)網站地圖
地址:天津靜海經濟技術開發區金海道7號
地址:武漢市經濟技術開發區硃山湖大道230號奧福多工業園3號廠房
 在線客服
在線客服
